Coarse Cereals Sorting Machine
¥
8999



Intelligent Grain Color Sorter | Precise Sorting, Quality Assurance
Efficiently Remove Impurities, Enhance Grain Value
Product Introduction
This intelligent grain color sorter is specifically designed for the grain processing industry. Utilizing advanced optical recognition technology, it enables high-speed and accurate sorting of various grains such as red beans, mung beans, soybeans, millet, quinoa, and barley. It effectively removes impurities like discolored grains, moldy grains, stones, glass, etc. It is a key piece of equipment for improving product purity, ensuring food safety, and achieving automation upgrades.
Core Value: Enhance quality, reduce waste, ensure safety, increase efficiency.
Core Product Advantages
Precise Identification, Worry-Free Sorting
High-Definition Vision System: Equipped with high-resolution color CCD lenses to accurately capture color and shape differences, identifying flaws such as mold and black spots.
Intelligent Algorithm: Built-in specialized grain sorting models adapt to different material characteristics, ensuring sorting accuracy.
Millisecond Response: High-speed processing chips enable instant recognition and sorting with exceptional efficiency.
Rugged and Durable, Stable Operation
Robust Craftsmanship: Full steel frame structure, sturdy and vibration-resistant, suitable for long-term continuous production environments.
High-Quality Core Components: Key pneumatic and control systems use high-performance parts, ensuring reliable operation and long service life.
Easy Operation, Flexible and Versatile
One-Touch Operation: User-friendly touchscreen interface with intuitive parameter settings, enabling quick and easy material changes and adjustments.
Multi-Purpose Machine: Easily adapts to the sorting needs of various grains through simple parameter adjustments, offering a high return on investment.
Clean, Efficient, Energy-Saving, and Eco-Friendly
Modular Design: Main modules can be quickly disassembled for easy cleaning and maintenance, preventing cross-contamination.
Low-Energy Operation: Optimized air-jet system achieves efficient removal with lower air consumption, reducing operational costs.
Technical Specifications
Item Parameter/Description
Applicable Materials Red beans, mung beans, soybeans, black beans, millet, barley, quinoa, sesame, and various other grains
Processing Capacity Varies by model, typically 500-3000 kg/hour (customizable)
Recognition System High-resolution full-color CCD cameras, optional NIR or UV recognition modules
Sorting Accuracy > 99.9% (depending on raw material condition)
Number of Ejectors Varies by model configuration, typically 64-512
Operating System Industrial-grade touchscreen, Chinese/English interface
Power Consumption Approximately 1.5-4 kW
Air Supply Requirements Dry, clean compressed air, pressure 0.6-0.8 MPa
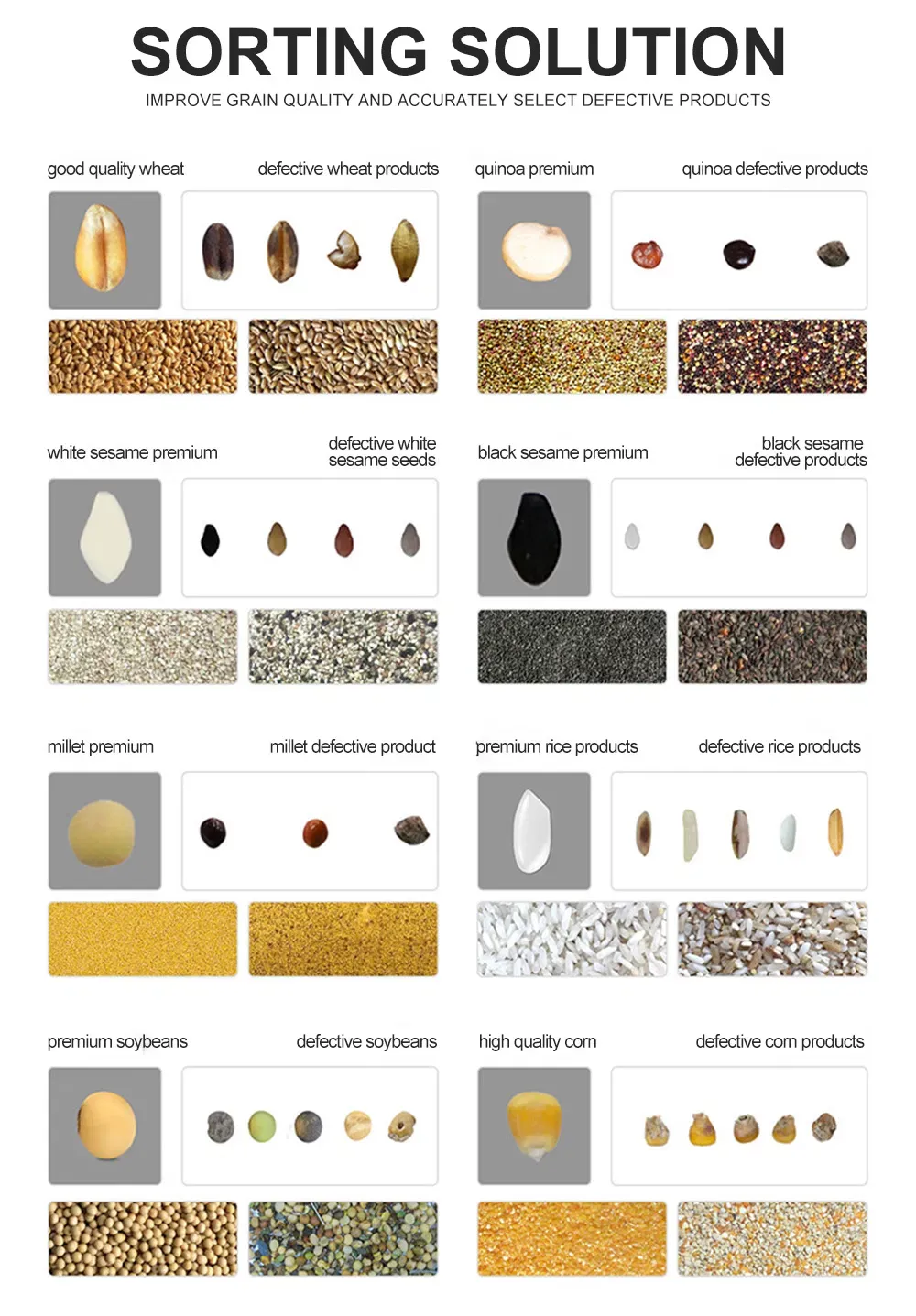
Sorting Effect Comparison
Typical impurity removal types:
Discolored grains (bad seeds with different colors)
Moldy, sprouted, insect-infested grains
Inorganic impurities like stones, glass, metal
Shrivelled, immature grains
Application Scenarios
Grain Processing Plants: Used for initial cleaning of raw materials or final product refinement to enhance product grade.
Food Deep-Processing Enterprises: Provides safe and pure raw materials for grain porridge, meal replacement powder, and bean products.
Seed Companies: Selects high-quality seeds to improve germination rate and purity.
Export Traders: Meets the high-standard requirements for grain products in the international market.
What We Offer You
Free Material Testing: Send samples for sorting tests to see the results firsthand.
Professional Pre-Sales Planning: Recommends the most suitable model based on your output and needs.
Comprehensive Installation & Training: Engineers provide on-site installation, debugging, and operation/maintenance training.
Reliable After-Sales Support: Offers comprehensive warranty and lifelong technical support with fast spare parts supply.
Contact Us Now for a Tailored Solution and Free Testing Service